|
 Safety Emporium is a proud sponsor of this site. |
 |
 Home Page --> Glass Flange Port Repairs
|
|
Safety Emporium is a proud sponsor of this site. |
|
Home Page --> Glass Flange Port Repairs
|
The problem we will address here is how to modify and/or repair a series of 60 - 80 mm flange heads.
 |
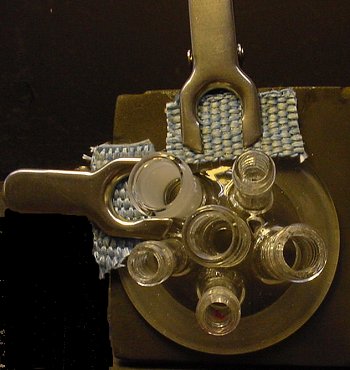
1. On the left we see an example of a broken flange. In this exercise, the intact flange shown above will be modified by removing and replacing the marked joint. |
2. Our fixture is a graphite flat about 10 mm thick that was drilled and tapped to accept a hollow threaded metal tube . Standard pinch clamps will be used to secure the glass flange to the graphite. |
3. The hollow metal blow tube protrudes slightly above the graphite. The tube is adjustable to accommodate variable clearance issues. The blowhose is attached to the other end of this tube. |


|
4. Three views of the fixture and glass flange assembly. The woven glass/ceramic cloth serves as a compressible buffer between the clamp and glass. Clamp placement is adjustable to fit various flange configurations and sizes. Not seen is the handle attached to the graphite flat; typical repairs are made at the bench with the fixture held by a ring stand. |
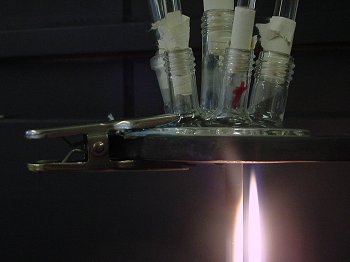
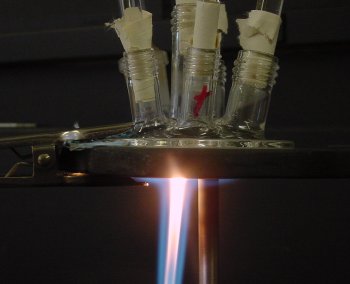
5. Pre-heating the glass flange is easily accomplished by directing the torch flame onto the bottom of the graphite flat. |
6. Heating the graphite to color is not always necessary and avoids overheating the metal blow tube. |
This page and any associated material is copyright 2002-2025 by Joe Walas and/or ILPI unless otherwise stated. Unauthorized duplication or posting on other web sites is expressly prohibited. Send suggestions and comments (include the URL if applicable) to us by email. CAUTION: Be sure to read this important safety/legal disclaimer regarding the information on this page.